
Porcelain stoneware appeared in Italy in the late seventies of the twentieth century and has since been very widely-circulated worldwide. In Russia, it is called porcelain stoneware or sometimes gres. In Italy and the rest of the world, it is called gres or gres porcelanato, which is roughly translated from Italian as porcelain ceramics.
Porcelain stoneware was until quite recently a rarity in Russia. However, it is a common thing today, but still not everyone knows what it is really made of. Often, you even hear tile sellers saying that porcelain stoneware is pressed from granite chips, or other equally entertaining versions. In this article, we will describe what porcelain stoneware is made of and illustrate its entire production process with photographs from factories – starting from preparation of raw materials to putting the finished products at the factory warehouse.
Now, contrary to popular beliefs, porcelain stoneware has nothing to do with granite and other natural stones. It is produced as an ordinary ceramic tile from clay using a very similar technology, but there are differences. Whereas the ordinary ceramic tile is made from red or white clay, or from a certain mixtures of red and white clay, porcelain stoneware is made up of two types of light-colored clays – kaolin and illite clay – possessing different properties (for example, illite is more plastic, while kaolinite has a higher fire resistance). Apart from clay, porcelain stoneware consists of quartz sand and feldspar.
When all these components interact at high temperature and high pressure, vitrification occurs during which porcelain stoneware acquires its unique properties. By the way, these processes also occur during production of the well-known porcelain. Therefore, these two products can be considered as closely related. Now let’s remember that the Italians call porcelain stoneware gres porcellanato – porcelain ceramics.
Mineral colored pigments, usually metal oxides, are used to give porcelain stoneware the desired color. Porcelain stoneware can come fully colored (other names: full-body porcelain stoneware, tutta massa, unglazed, full body). In this case, the entire mixture from which porcelain stoneware is pressed is colored and the color is uniform throughout its thickness.
The second kind of porcelain stoneware is the glazed one, when the porcelain stoneware itself is not colored (its cut section is greyish), while the glaze of the required color is applied on the surface. Such a porcelain stoneware is called glazed. The cost of dyes depends on the color and sometimes can be a significant fraction of the cost of the finished porcelain stoneware. Go to a store and ask for the price of a full-body red porcelain stoneware, believe me, you will be amazed.
Raw materials used in making a porcelain stoneware (clay, sand and feldspar, which are already known to us) are stored in a special compartment under certain temperature and humidity conditions, and are ready to be transformed into porcelain stoneware.

First, the raw material are loaded into special bunkers, and then fed to the production line using conveyor belts. Here, all the components are dosed according to a certain recipe, and then sent to the mill – a huge metal cylinder.
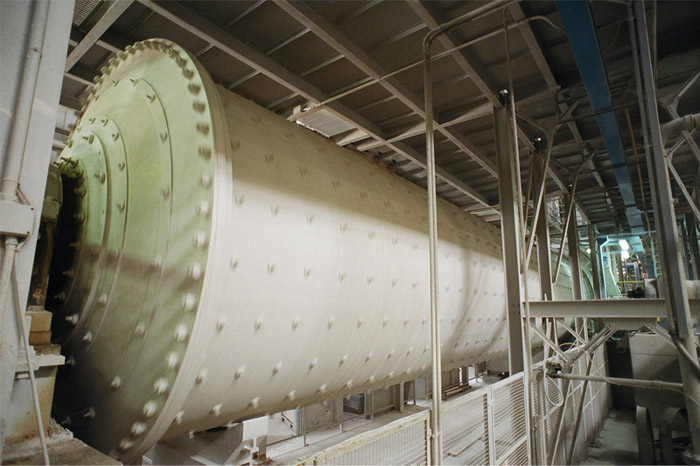
Photo courtesy of the Association of Italian Ceramic Tiles - Confindustria Ceramica
The components are grinded with water. Inside the mill cylinder, there are a lot of grinding media – natural pebbles or balls of certain materials, such as alumina or albite. Inside the cylinder are some chambers each containing grinding media of different sizes. The mixture is moved from a chamber with larger grinding media to a chamber with smaller ones, penetrating through a special mesh as it reaches the desired size. After this, the mixture is removed from the mill as a suspension (aqueous solution) of the smallest particles and particles identical in size called slip (or barbottina in Italian).
The ready slip is stored in special pools with constant stirring, after which colored pigments are added to it in given concentrations. Then the slip is sent to the atomizer (a spray-drying tower), where it undergoes dehydration. The atomizer as shown below is such a huge metal cone inside which gas burners are installed.

After being sprayed inside the dryer, the slip falls down to the bottom in powder form, and then fed to the next conveyor belt.

The humidity of the powder after coming out of the atomizer is 6%, which is optimal for subsequent pressing. After the production phase, you obtain spray-dried powders that have the respective colors and stored in the bunkers shown below.

The spray-dried powders of different colors are then mixed in given concentrations to achieve the desired color.
Now the materials are ready for the next very important phase – pressing in which they finally gain their future shape. Pressing is done using a hydraulic press, which is one of the most important components of production. It is precisely the hydraulic press parameters that define the maximum sizes of the porcelain stoneware being produced at the factory.

Pressing is carried out in two phases. The primary pressing at a load of about 80 kg/cm2 helps to remove air. In the second phase of pressing, tile is formed at a pressure of 500 kg/cm2. After that, the “raw” tile is placed in a drying chamber for complete removal of moisture.

After passing through the drying chamber, the humidity of the mixture in the tile is only a few hundredths of a percent and the tile is now ready to be fired. But before that, the tile usually passes one more final phase. First (if necessary), it goes to the glaze chamber, where it is sprayed with glaze.

Photo courtesy of the Association of Italian Ceramic Tiles - Confindustria Ceramica
After that (or instead of that, depending on the design), the tile is colored or drawings made on it, for example, using the conventional equipment called rotocolor. The system consists of four drums, each from which a drawing of a certain color is applied on the tile.

Below is a red glazed porcelain stoneware.
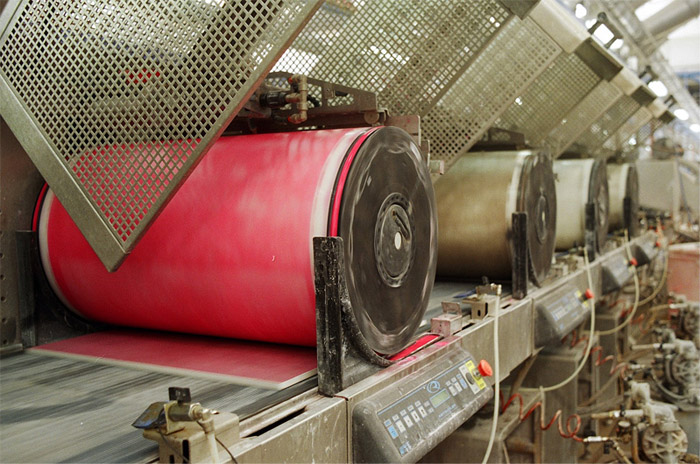
Photo courtesy of the Association of Italian Ceramic Tiles - Confindustria Ceramica
The picture below is probably a stone-like porcelain stoneware.

The last few years saw the spread of digital inkjet printing on porcelain stoneware. The features of digital inkjet printing significantly exceed those of a rotocolor. It allows you to put any drawing with a photographic resolution on porcelain stoneware. The main difficulty here is still the selection of colors, as only natural dyes can be used. So, for now, all the tile manufacturers use these printers to print wood and stone tiles.
After coloring, the future tiles are placed in a special storage, waiting for their turn to undergo the phase that will radically change their properties. The pressed tiles that can be easily crushed by hands will very soon be turned into a lasting porcelain stoneware.

Firing is carried out in several phases. First, the tiles are fired at a temperature of 400°C (prefiring phase), then heated to 900°C (preheating). This is followed by the main firing at temperatures of 1200-1300°C. Then, finally comes a gradual decrease in temperature. During firing, the tile shrinks by 5-10%.

Such furnaces operate continuously. They are switched off only for scheduled maintenance 1-2 times a year. Cooling and heating of such a furnace take about a week. Therefore, all production is calculated in such a way as to ensure that the furnace is loaded continuously. If, for example, the hydraulic press breaks down, there must be a reserve of pressed tiles ready for firing throughout the downtime of the machine.
Next, if necessary, the tile is polished or rectified. On the photo below, the tile is being polished, and at the end, you obtain a tile with a semi-polished surface (lappato in Italian), possessing a spectacular uneven shine.
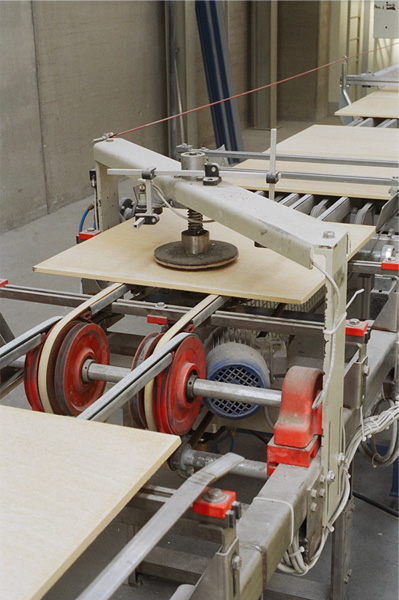
Photo courtesy of the Association of Italian Ceramic Tiles - Confindustria Ceramica
Now the tile is ready. However, it’s still early to send it to the warehouse. There are some more important operations. First, tiles with defects should be weeded out. Defects may come in the form of geometric distortions, chips, cracks, holes, uneven color and other deviations from specified parameters. Quality control is also automated.
The stand below displays various tile defects. Generally, the Italians take such defects very seriously. Under the Russian GOST (technical standards), it is most likely that defective tiles could easily get to the market and be sold.

We already know that firing reduces the size of tiles by 5-10%. Since clay is a “live” material, it is clear that there are no two absolutely identical tiles. As a result, with a nominal size of tiles, for example 500x500mm tiles, from the furnace come out tiles of sizes 500x500mm, 495х495 mm and 505х505mm. Try to put all these diversities in the same room and see how difficult it is. To avoid this situation, finished tiles are sorted by calibers. The size variation within a caliber is greater than 1 mm and laying such a tile is not difficult.
Just like all the production phases already known to us, sorting by calibers is also fully automated.

However, in a modern porcelain stoneware factory, there is one phase where you cannot do without human participation – sorting the tiles by shades. A shade is the variations in the coloring of the tiles, which, like the tile sizes, can vary when coming out of the furnace. Someone may like it when all the tiles in the kitchen are of different shades for it looks natural. However, most tile buyers want a plain floor, thereby forcing factories to sort tiles by shades.
Moreover, the human eye, as it turned out, is a very sensitive and sophisticated device, and no computer systems equipped with the most expensive optics can compare with it in the ability to accurately distinguish between shades. Therefore, the tiles are sorted by shades by a person by comparing the tiles with standard samples. This is precisely what the Italian woman in the photo below is doing under the supervision of the chief technologist at the factory.

Do you see the difference?

It now remains to just pack the porcelain stoneware in a box.
Lay them out in pallets so that each pallet contains porcelain stoneware with a particular shade and caliber.

And take them to the factory warehouse, where they will wait for their buyer.


Etoprosto.ru wishes to thank Ricchetti Group and the Association of Italian Ceramic Tiles – Confindustria Ceramica – for their assistance in preparing this article.
Also check the following articles:
Porcelain stoneware – a video from porcelain stoneware factory Italon

